5분 투상 – 베어링하우징1(Bearing housing1)
V-벨트 풀리로 입력된 회전력을 반대편의 축 끝에 설치될 전달 요소(기어, V-벨트 풀리, 평 벨트 풀리, 스프로킷, 휠 등)에 회전력을 전달하기 위한 장치로써 입력 측과 출력 측의 동력 전달 요소에 따른 베어링의 설치 설계를 목적으로 하고 있습니다.
 1")
V-벨트 쪽에 설치된 볼 베어링은 그 반대편의 볼 베어링 보다 호칭 크기가 큰데, V-벨트 풀리의 회전 시 발생하는 미세한 진동(축 방향, 축 직각 방향의 복합 진동)을 수반하기 때문에 같은 크기의 베어링이라면 악조건을 견뎌야 합니다. 같은 회전력을 전달한다 하더라도, V-벨트 풀리, 평벨트 풀리, 스프로킷 휠이 설치된 쪽의 베어링은 호칭 크기를 한 단계 위의 것으로 선택하거나 복렬(2줄) 베어링, 또는 롤러 베어링을 설치하는 것이 안전한 수명을 보장합니다.
따라서 과제 도면을 보면 입력 측은 V- 벨트 풀리 쪽이라는 것을 알 수 있습니다.
① 본체
입력 장치와 거리를 둔 위치에 설치되어 동력의 입력과 출력을 하는데 필요한 베어링을 양쪽에 설치하여 축의 회전을 하도록 하는 역할을 한다.
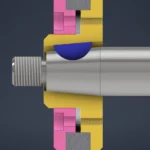
② 축
본체에 삽입된 볼 베어링의 의해 양쪽에서 지지되어 V-벨트 풀리로 입력된 회전력을 반대편의 회전력 전달 요소에 전달하는 역할을 한다.
하나의 지름에 두 종류 이상의 부품이 끼워지는 경우에는 끼워 맞춤 공차 기호를 중요 부품을 기준으로 기입함으로 이 부품도에서는 베어링의 끼워 맞춤이 기준이 된다.
③ 베어링커버
베어링과 축이 옆으로 빠지지 않도록 붙잡아 주며 개스킷과 오일 실에 의해 오일이 새어 나오지 않도록 하는 역할을 한다.
④ V-벨트 풀리
외부에서 전달되어 온 회전력을 입력하는 역할을 한다.
1. 비대칭형 베어링 배치 설계의 이유와 목적
기계설계 실무와 자격시험 과제에서 베어링하우징의 양측 베어링 규격이 다르게 설계된 형태를 자주 접하게 됩니다. 이는 동력 입력단에 발생하는 하중의 특성 때문입니다. V-벨트 풀리나 스프로킷과 같은 유연성 전동요소는 벨트의 인장력으로 인해 축 직각 방향으로 상시적인 레디얼 하중(Radial Load)과 장력에 의한 복합 진동을 유발합니다. 따라서 하중이 집중되는 입력 측에는 한 단계 높은 부하용량을 가진 큰 베어링을 배치하고, 상대적으로 일정하게 회전력만 전달하는 출력 측(기어 및 커버측)에는 작은 베어링을 배치하여 경제성과 구조적 안정성을 동시에 확보하는 비대칭 설계 기법이 적용됩니다.
2. 하우징 가공 및 기하공차 설정 전략
본체(베어링하우징)를 제도할 때 가장 중요한 요소는 축의 회전 중심을 유지하는 것입니다. 양측의 베어링이 끼워지는 내경 구멍은 동축도(Coaxiality) 또는 동심도(Concentricity)가 완벽해야 축이 부드럽게 회전하고 베어링의 조기 파손을 막을 수 있습니다. 도면 작도 시 한쪽 베어링 안지름 면을 데이텀(Datum)으로 지정하고, 반대편 베어링 안지름 면과 오일실이 접촉하는 하우징 내경면에 동축도 공차를 기입해야 합니다. 또한, 베어링 커버와 맞닿는 하우징의 단면(측면)에는 기준 축선에 대한 직각도(Perpendicularity) 공차를 적용하여 조립 시 커버가 비뚤어지는 것을 방지해야 고득점을 유도할 수 있습니다.
3. 축 지름 설계와 끼워맞춤 공차 적용 원칙
축(Shaft)은 가공 및 조립 편의성을 위해 계단형태로 지름이 변하는 ‘단차 설계’를 기본으로 합니다. 부품이 조립되는 순서에 따라 지름을 다르게 설정해야 베어링이나 풀리가 축을 통과할 때 간섭이 생기지 않습니다. 베어링이 끼워지는 축 부위의 끼워맞춤 공차는 매우 엄격하게 채점됩니다. 이 과제처럼 축이 회전하고 베어링 내륜에 하중이 가해지는 ‘내륜 회전 하중’의 경우, 축과 내륜 사이에 헐거움이 있으면 축만 헛도는 페이싱 현상이 발생하므로 일반적으로 js6 또는 k6와 같은 정밀 공차를 적용해야 합니다. 반면, 풀리가 조립되는 키 홈 부위는 대개 js6나 h6를 적용하여 조립성을 확보합니다.
4. 오일실(Oil Seal)과 접촉부의 표면거칠기 및 열처리
동력 장치의 내부에 채워진 윤활유가 외부로 누설되는 것을 방지하기 위해 베어링 커버 내부에는 오일실이 조립됩니다. 오일실의 고무 립(Lip)이 고속으로 회전하는 축의 표면과 직접 마찰하기 때문에, 오일실이 닿는 축 표면의 마모를 방지하기 위해 반드시 해당 부위에 고주파 열처리를 지시해야 합니다. 주서란에 ‘축의 오일실 접촉부 고주파 열처리 경도 HRC 50±2’ 형태의 란을 구성하고, 오일실 립 접촉면의 표면 거칠기는 가공 흔적이 남지 않는 가장 정밀한 등급인 y(또는 0.8s)로 매칭하여 누유를 원천 차단하는 도면 해독 능력을 보여주어야 감점을 방지할 수 있습니다.
문제 도면 다운로드
 부품 조립 구조 및 작동 2")
 — KS B 1311 규격, 치수표, 키홈 공차 3")
 — 종류·규격·도면 표기까지 4")