축과 보스(허브)를 연결하여 토크를 전달하는 기계요소 중에서 반달키(Woodruff Key)는 독특한 반원형 형상 덕분에 특정 조건에서 평행키보다 훨씬 유리하다. 테이퍼 축, 소형·저토크 부품, 짧은 보스 결합 등 반달키가 제 역할을 발휘하는 조건은 분명히 있다. 반달키의 형상·규격·끼워맞춤·가공 방법을 KS B 1311 기준으로 정리한다.
📌 본문 바로가기 목차
반달키란 무엇인가
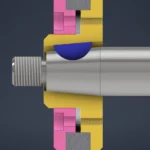
반달키(Woodruff Key)는 반원(半圓) 모양으로 가공된 키(Key)다. 축의 끝면이나 중간부에 원호형 홈(키 시트)을 파고, 그 안에 반달 모양의 키를 끼워 보스(허브)의 직선형 키 홈과 결합시킨다. 이 구조로 회전 토크 전달과 축 방향 위치 결정 기능을 동시에 수행한다.
“Woodruff Key”라는 이름은 1888년 미국 코네티컷 주의 Woodruff Manufacturing Company가 이 키를 표준화하면서 붙여진 것이다. 이후 DIN, ISO를 거쳐 KS로 동등 채택되어 현재 KS B 1311이 적용된다.
 — KS B 1311 규격, 치수표, 키홈 공차 1")
반달키의 호칭은 b × d₀ 형식으로 표기한다. b는 키의 폭(너비), d₀는 키가 잘려 나온 원의 직경이다. 예를 들어 반달 키 4×16 KS B 1311은 폭 4mm, 원 직경 16mm의 반달키를 의미한다.
반달키의 축 홈은 전용 원형 커터(Woodruff Key Seat Cutter)로 가공하므로 홈의 형상이 키의 원호 단면과 정확히 일치한다. 키는 이 원호형 홈 안에 완전히 안착되어 축 방향으로 빠지지 않는다. 보스 쪽의 홈은 일반 엔드밀로 가공하는 직선형 홈이다.
 — KS B 1311 규격, 치수표, 키홈 공차 2")
반달키의 특징 — 장점과 한계
장점
① 테이퍼 축에 자동 밀착
반달키는 원호형 홈 안에서 미세하게 틸팅(기울기 조정)이 가능하다. 테이퍼 축에 보스를 끼울 때 보스 홈의 경사에 맞추어 키가 자동으로 각도를 맞추므로 별도의 각도 수정 없이 밀착 접촉이 이루어진다. 테이퍼 끼워맞춤 부품에서 반달키를 사용하는 가장 큰 이유다.
② 키 홈 가공 정밀도와 재현성
전용 원형 커터로 가공하므로 홈의 형상 오차가 작고, 축 반경 방향으로 일정 깊이만큼 절입하면 정확한 반원형 홈이 형성된다. 홈의 위치 정밀도도 높아 여러 개를 연속 가공하더라도 재현성이 좋다.
③ 조립 편의성
키가 홈 안에 자리를 잡으므로 조립 중 키가 이탈하지 않는다. 홈에 올려놓은 상태에서 보스를 끼우면 되므로 작업이 간단하다.
④ 진동 환경에서의 안정성
키가 원호 홈 안에 완전히 감싸여 있어 진동에 의한 이탈 위험이 평행키에 비해 낮다.
한계
① 축 단면 약화
원호형 홈을 파기 때문에 홈이 깊다. 같은 토크 전달 용량의 평행키보다 축 단면을 더 많이 깎으므로 굽힘·비틀림 강도가 떨어진다. 즉, 축 지름이 작은데 하중까지 큰 조건이 겹치면 부적합하다는 의미다. 소형 부품이라도 토크가 작으면(자동차 조향축, 공작기계 핸들 등) 반달키가 충분히 유효하다.
② 토크 전달 한계
키의 유효 접촉 면적이 평행키보다 작으므로 대 토크 전달에는 부적합하다. KS 규격의 계열 분류도 이를 반영하여 토크 전달 계열(계열 1)과 위치결정 계열(계열 2)을 별도로 구분하고 있다.
③ 긴 보스에 불리
반달키는 키 길이가 짧기 때문에 보스가 길면 접촉 길이 부족으로 키 면압이 높아진다. 보스 길이가 긴 부품에는 평행키가 유리하다.
 — KS B 1311 규격, 치수표, 키홈 공차 3")
평행키와의 비교
 — KS B 1311 규격, 치수표, 키홈 공차 4")
| 항목 | 반달키 (Woodruff Key) | 평행키 (Parallel Key) |
|---|---|---|
| 형상 | 반원형 — 원호형 홈에 안착 | 직사각형 — 직선 홈에 안착 |
| 축 홈 가공 | 전용 원형 커터(Woodruff Key Seat Cutter) 전용 | 엔드밀, 키 홈 밀링 커터 |
| 테이퍼 축 적합성 | ✅ 자동 각도 밀착 — 최적 | ❌ 별도 각도 조정 필요 또는 부적합 |
| 토크 전달 용량 | 낮음 (단면적 제한) | 높음 (키 길이 조정 가능) |
| 축 단면 약화 | 큼 (홈이 깊음) | 작음 (홈이 얕음) |
| 보스 길이 의존성 | 짧은 보스에 적합 | 보스 길이에 무관하게 적용 가능 |
| 조립 난이도 | 쉬움 (키가 홈에서 이탈 안 됨) | 보통 (조립 중 키 이탈 주의) |
| 주요 적용처 | 자동차 조향축, 농기계 테이퍼 부품, 공작기계 핸들축 | 감속기 출력축, 전동축, 스프로킷 허브 |
 — KS B 1311 규격, 치수표, 키홈 공차 5")
KS B 1311 규격 치수표
반달키의 호칭 치수는 b × d₀로 표기한다. 표에서 괄호( )로 표시된 호칭은 가능하면 사용하지 않는다. 치수 기호는 다음과 같다.
- b — 키의 폭 (축 홈 폭 = 보스 홈 폭의 기준 치수)
- d₀ — 키의 호칭 직경 (키를 잘라낸 원의 직경)
- t₁ — 축 홈 깊이 (축 표면에서 홈 바닥까지)
- t₂ — 보스 홈 깊이 (보어 표면에서 홈 바닥까지)
- r₁, r₂ — 홈 모서리 라운드 반경
- d₁ — 키의 직경 실측 치수 (공차 적용 기준)
 — KS B 1311 규격, 치수표, 키홈 공차 6")
| 호칭 b × d₀ |
b (mm) |
축 홈 깊이 t₁ (mm) | 보스 홈 깊이 t₂ (mm) | r₁, r₂ (mm) |
d₁ (mm) |
||
|---|---|---|---|---|---|---|---|
| 기준 | 허용차 | 기준 | 허용차 | ||||
| 1×4 | 1 | 1.0 | +0.1/0 | 0.6 | +0.1/0 | 0.08~0.16 | 4 |
| 1.5×7 | 1.5 | 2.0 | 0.8 | 7 | |||
| 2×7 | 2 | 1.8 | 1.0 | 7 | |||
| 2×10 | 2 | 2.9 | 1.0 | 10 | |||
| 2.5×10 | 2.5 | 2.7 | 1.2 | 10 | |||
| (3×10) | 3 | 2.5 | 1.4 | 10 | |||
| 3×13 | 3 | 3.8 | +0.2/0 | 1.4 | +0.1/0 | 0.08~0.16 | 13 |
| 3×16 | 3 | 5.3 | 1.8 | 16 | |||
| (4×13) | 4 | 3.5 | +0.1/0 | 1.7 | +0.1/0 | 13 | |
| 4×16 | 4 | 5.0 | 1.8 | 16 | |||
| 4×19 | 4 | 6.0 | +0.2/0 | 2.0 | 19 | ||
| 5×16 | 5 | 4.5 | +0.2/0 | 2.3 | 16 | ||
| 5×19 | 5 | 5.5 | 2.3 | 19 | |||
| 5×22 | 5 | 7.0 | 2.5 | 22 | |||
| 6×22 | 6 | 6.5 | +0.2/0 | 2.8 | +0.1/0 | 0.16~0.25 | 22 |
| 6×25 | 6 | 7.5 | 2.8 | 25 | |||
| (6×28) | 6 | 8.6 | +0.1/0 | 2.6 | 28 | ||
| (6×32) | 6 | 10.6 | 2.6 | 32 | |||
| (7×22) | 7 | 6.4 | +0.1/0 | 2.8 | +0.1/0 | 22 | |
| (7×25) | 7 | 7.4 | 2.8 | 25 | |||
| (7×28) | 7 | 8.4 | 2.8 | 28 | |||
| (7×32) | 7 | 10.4 | 2.8 | 32 | |||
| (7×38) | 7 | 12.4 | 2.8 | 38 | |||
| (7×45) | 7 | 13.4 | 2.8 | 45 | |||
| (8×25) | 8 | 7.2 | +0.3/0 | 3.0 | +0.2/0 | 0.25~0.40 | 25 |
| 8×28 | 8 | 8.0 | 3.3 | 0.25~0.40 | 28 | ||
| (8×32) | 8 | 10.2 | +0.1/0 | 3.0 | +0.1/0 | 0.16~0.25 | 32 |
| (8×38) | 8 | 12.2 | 3.0 | 0.16~0.25 | 38 | ||
| 10×32 | 10 | 10.0 | +0.3/0 | 3.3 | +0.2/0 | 0.25~0.40 | 32 |
| (10×45) | 10 | 12.8 | 3.4 | 0.25~0.40 | 45 | ||
| (10×55) | 10 | 13.8 | +0.1/0 | 3.4 | +0.1/0 | 0.16~0.25 | 55 |
| (10×65) | 10 | 15.8 | 3.4 | 65 | |||
| (12×65) | 12 | 15.2 | +0.3/0 | 4.0 | +0.2/0 | 0.16~0.25 | 65 |
| (12×80) | 12 | 20.2 | 4.0 | 80 | |||
※ 괄호( ) 표시 호칭은 가능한 한 사용하지 않는다. 단위: mm · 출처: KS B 1311
키 홈 끼워맞춤 공차
반달키의 폭 b에 대한 공차는 용도에 따라 보통형과 조립형으로 구분된다. 축 홈 폭 b₁과 보스 홈 폭 b₂의 공차 등급이 다르게 지정된다.
| 구분 | 축 홈 폭 b₁ | 보스 홈 폭 b₂ | 특징 및 용도 |
|---|---|---|---|
| 보통형 | N9 | JS9 | 일반적인 토크 전달, 위치 결정 용도. 키가 축 홈에는 약간 억지 끼워맞춤, 보스 홈에는 헐거운 끼워맞춤. |
| 조립형 | P9 | P9 | 키를 축·보스 양쪽 홈에 모두 억지로 압입. 충격·반복 하중 환경의 확실한 체결에 사용. |
b 크기별 공차 수치 (KS B 1311)
| b 기준 치수 (mm) | 보통형 b₁ [N9] | 보통형 b₂ [JS9] | 조립형 b₁, b₂ [P9] |
|---|---|---|---|
| 1 | −0.004 ~ −0.029 | ±0.012 | −0.006 ~ −0.031 |
| 4 | 0 ~ −0.030 | ±0.015 | −0.012 ~ −0.042 |
| 7 | 0 ~ −0.036 | ±0.018 | −0.015 ~ −0.051 |
| 12 | 0 ~ −0.043 | ±0.022 | −0.018 ~ −0.061 |
※ 표에 나타나지 않은 b 치수(2, 2.5, 3, 5, 6, 8, 10)는 해당 범위의 공차 그룹에 따른다. 정확한 수치는 KS B 1311 원본 표를 확인한다.
N9는 음의 편차로 키가 축 홈에 가볍게 압입되는 끼워맞춤이다. JS9는 양·음 편차가 거의 대칭인 중간 끼워맞춤(전환 끼워맞춤)으로, 보스 홈에 키가 약간의 유격을 가지며 조립된다. P9는 N9보다 더 음의 편차로 확실한 억지 끼워맞춤을 만든다. 조립형에서 P9를 축·보스 양쪽에 적용하면 키는 양쪽 홈에 모두 압입되어 헐거워질 우려가 없다.
적용 축 지름 (계열 1·2·3)
KS B 1311은 각 반달키 호칭에 대해 적용하는 축 지름 범위를 계열 1, 계열 2, 계열 3으로 구분하여 규정한다.
- 계열 1 — 키에 의해 토크를 전달하는 결합에 사용하는 축 지름 범위
- 계열 2 — 키에 의해 위치 결정을 하는 경우에 사용하는 축 지름 범위
- 계열 3 — 키의 전단강도에 대응하는 전단 단면적 기준의 축 지름 범위
계열 1은 토크 전달 목적으로 키를 쓸 때의 최소 축 지름 기준이다. 계열 2는 위치 결정(angular/axial positioning)만 하고 토크는 다른 방법으로 전달할 때 적용한다. 계열 3은 키 자체의 전단 단면적을 기준으로 키가 전단 파단되지 않는 축 지름 범위를 나타낸다. 설계 목적에 맞는 계열을 선택해야 한다.
| 호칭 b×d₀ | 계열 1 (토크 전달) 축 지름 (mm) |
계열 2 (위치 결정) 축 지름 (mm) |
계열 3 (전단강도 기준) 축 지름 (mm) |
전단 단면적 (mm²) |
|---|---|---|---|---|
| 1×4 | 3~4 | 3~4 | — | — |
| 1.5×7 | 4~5 | 4~6 | — | — |
| 2×7 | 5~6 | 6~8 | — | — |
| 2×10 | 6~7 | 8~10 | — | — |
| 2.5×10 | 7~8 | 10~12 | 7~12 | 21 |
| (3×10) | — | — | 8~14 | 26 |
| 3×13 | 8~10 | 12~15 | 9~16 | 35 |
| 3×16 | 10~12 | 15~18 | 11~18 | 45 |
| (4×13) | — | — | 11~18 | 46 |
| 4×16 | 12~14 | 18~20 | 12~20 | 57 |
| 4×19 | 14~16 | 20~22 | 14~22 | 70 |
| 5×16 | 16~18 | 22~25 | 14~22 | 72 |
| 5×19 | 18~20 | 25~28 | 15~24 | 86 |
| 5×22 | 20~22 | 28~32 | 17~26 | 102 |
| 6×22 | 22~25 | 32~36 | 19~28 | 121 |
| 6×25 | 25~28 | 36~40 | 20~30 | 141 |
| (6×28) | — | — | 22~32 | 155 |
| (6×32) | — | — | 24~34 | 180 |
| (7×22) | — | — | 20~29 | 139 |
| (7×25) | — | — | 22~32 | 159 |
| (7×28) | — | — | 24~34 | 179 |
| (7×32) | — | — | 26~37 | 209 |
| (7×38) | — | — | 29~41 | 249 |
| (7×45) | — | — | 31~45 | 288 |
| (8×25) | — | — | 24~34 | 181 |
| 8×28 | 28~32 | 40~ | 26~37 | 203 |
| (8×32) | — | — | 28~40 | 239 |
| (8×38) | — | — | 30~44 | 283 |
| 10×32 | 32~38 | — | 31~46 | 295 |
| (10×45) | — | — | 38~54 | 406 |
| (10×55) | — | — | 42~60 | 477 |
| (10×65) | — | — | 46~65 | 558 |
| (12×65) | — | — | 50~73 | 660 |
| (12×80) | — | — | 58~82 | 834 |
※ 괄호( ) 표시는 비권장 호칭. 8×28 계열 2의 상한은 KS 원본 표 기준. 출처: KS B 1311
반달키 선택 기준
반달키를 선택해야 하는 경우
| 상황 | 이유 |
|---|---|
| 테이퍼 축 + 보스 결합 | 키가 홈 안에서 틸팅되어 보스 홈 경사에 자동 밀착. 별도 각도 맞춤 작업 불필요 |
| 소형 부품·소형 토크 | 자동차 조향 컬럼, 농기계 출력축, 공구류 핸들 등 소형 부품에 최적화 |
| 키 이탈을 방지해야 하는 조립 환경 | 키가 원호형 홈에 감싸여 있어 진동 환경에서도 이탈 위험 낮음 |
| 키 홈 가공 정밀도가 중요한 경우 | 전용 커터로 형상 오차가 작고 재현성이 높은 원호 홈 가공 가능 |
| 짧은 보스 길이 | 보스 길이가 짧아 평행키의 유효 접촉 길이 확보가 어려운 경우 |
테이퍼 축에서의 기준 지름 적용
테이퍼 축은 위치마다 직경이 다르기 때문에, 반달키 규격표의 “축 지름(d)” 기준을 그대로 적용하려면 어느 단면의 직경을 쓸 것인지를 먼저 결정해야 한다.
원칙적으로는 키 홈 중심 단면의 직경을 기준으로 규격표를 조회한다. 실무에서는 테이퍼 각도가 작을 경우 대경부(큰 쪽) 지름으로 선정하는 관행이 있으나, 이는 명문화된 표준 규칙이 아닌 보수적 선정 관행이다. 대경부 기준으로 선정하면 키가 과대 선정될 수 있으므로, 키 홈 위치의 실제 직경을 측정하여 규격표와 대조하는 것이 더 정확하다.
ISO 3912 주석에는 원추형(Conical) 축 끝단의 지름과 키 단면 간의 관계를 별도 표준에서 다루도록 명시되어 있어, 테이퍼 축에 대한 전용 규정이 존재함을 시사하지만 이를 단정적으로 대경부 기준이라 해석하기는 어렵다.
키 홈 깊이(t₁, t₂)를 이용한 역확인
반달키는 원호 형상 때문에 직접 측정이 어려운 경우가 있다. 특히 기존 부품을 식별하거나 수리·유지보수 상황에서는 다음 순서로 역추적한다.
- 키 홈이 있는 위치의 축 지름(d) 측정
- 축 홈 깊이(t₁) 측정
- 보스 홈 깊이(t₂) 측정
- 세 값을 KS B 1311 치수표와 대조하여 호칭 확정
※ 이 역확인 방법은 기존 부품 식별·교체 상황에 주로 쓰인다. 신규 설계 시에는 축 지름과 전달 토크를 먼저 결정한 뒤 규격표에서 호칭을 선정하는 순서가 기본이다.
반달키를 피해야 하는 경우
| 상황 | 이유 |
|---|---|
| 대 토크 전달 | 접촉 면적 한계로 키 또는 홈이 소성 변형(압궤). 평행키 또는 스플라인으로 대체 |
| 축 지름이 작고 하중이 큰 경우 | 깊은 원호 홈이 축 단면을 과도하게 약화시켜 피로 파단 위험 증가 |
| 긴 보스와의 결합 | 키 길이가 보스 길이보다 짧아 면압 과다 → 평행키 사용 |
| 충격·반전 하중이 심한 결합 | 키 측면과 홈 측면의 충격 반복 → 소성 변형, 키 요동(fretting) 발생 위험 |
| 고속 회전 외경 노출부 | 키가 원심력으로 이탈될 수 있는 구조(홈이 보스 끝단 근처인 경우)는 안전 확인 필요 |
키 홈 가공 방법
반달키의 축 홈은 Woodruff Key Seat Cutter(반달키 시트 커터)라는 전용 원형 커터로 가공한다. 이 커터는 원판 형상의 슬로팅 커터로, 축의 반경 방향으로 수직 절입하면 정확한 반원형 홈이 형성된다.
가공 순서
- 축 가공 완료 — 외경 정삭, 테이퍼 가공 등 주요 형상 가공을 먼저 완료한다.
- 키 홈 위치 결정 — 축 중심선과 키 홈 위치를 도면에 따라 정확히 세팅한다.
- Woodruff Key Seat Cutter 선택 — 가공할 반달키 호칭(b × d₀)에 맞는 커터를 선택한다. 커터 직경은 d₁ 치수에 맞는 것을 사용한다.
- 반경 방향 절입 — 커터를 축 측면에서 수직으로 t₁ 깊이까지 절입한다. 단일 경로로 정확한 홈이 완성된다.
- 보스 홈 가공 — 보스의 직선형 키 홈은 엔드밀 또는 키 홈 밀링 커터로 t₂ 깊이로 가공한다.
평행키의 축 홈 가공은 엔드밀로 홈을 따라 이동해야 하므로 홈 길이 방향 오차가 생길 수 있다. 반달키 홈은 커터를 수직으로 절입하는 단일 동작으로 완성되므로 홈 형상 재현성이 높고, 홈 바닥이 정확한 원호를 이룬다. 키와 홈 바닥의 면 접촉도 완벽하다.
Woodruff Key Seat Cutter의 직경은 가공할 반달키의 d₁ 치수와 정확히 일치해야 한다. 커터 직경이 다르면 키가 홈에 헐겁게 안착되거나 전혀 들어가지 않는다. 구입 전 반드시 키 호칭과 커터 규격을 대조하여 확인한다.
도면 표기 방법
반달키는 도면에서 호칭과 규격을 함께 기입한다. 표기 형식은 다음과 같다.
키의 호칭 표기
반달 키 b × d₀ KS B 1311
- 예: 반달 키 4×16 KS B 1311 — 폭 4mm, 직경 16mm 반달키
- 예: 반달 키 6×22 KS B 1311 — 폭 6mm, 직경 22mm 반달키
키 홈의 도면 기입
축 홈과 보스 홈의 치수는 각각 t₁, t₂로 기입한다. 키 홈 폭 b에 대한 공차(N9, JS9 또는 P9)를 함께 표기한다.
기계설계산업기사·일반기계기사 실기에서 키 결합 도면 문제가 출제될 때, 반달키와 평행키를 구별하는 핵심 포인트는 축 홈의 형상이다. 반달키 축 홈은 원호형(반원형 바닥)이고, 평행키 축 홈은 직선 바닥이다. 도면에서 축 홈 단면 형상만 봐도 어떤 키가 사용되는지 판단할 수 있어야 한다. 키 홈 공차(N9/JS9 = 보통형, P9/P9 = 조립형)도 숙지해야 한다.
현장 주의사항
대책: 가공 후 반드시 깊이를 측정한다. 키를 홈에 끼웠을 때 키 윗면이 축 표면보다 돌출되는 양이 t₂ 기준 치수와 일치하는지 확인한다. 커터 마모 상태를 주기적으로 점검한다.
대책: 보스 홈 가공 시 JS9 공차 상한을 초과하지 않도록 엔드밀 마모를 관리한다. 반복 조립·분해로 홈 측면이 마모된 경우 키 교체 또는 보스 교체가 필요하다. 토크 전달이 중요한 부위는 조립형(P9/P9) 공차를 적용한다.
대책: 가공 전 다이얼 인디케이터로 축 중심과 커터 중심 정렬을 확인한다. 홈 위치는 축 중심을 기준으로 지정되므로, 축 표면 기준이 아닌 축 중심선 기준으로 세팅한다.
대책: 테이퍼 축 결합에는 원칙적으로 보통형(N9/JS9)을 사용한다. 조립형은 스트레이트 축에 한정하거나, 키가 홈에서 약간의 각도 자유도를 가질 수 있는 범위 내에서만 적용한다.
설계 체크리스트
- 결합부가 테이퍼 축인지 스트레이트 축인지 확인했는가? (테이퍼 축 → 반달키 우선 검토)
- 전달 토크와 축 지름을 확인하여 반달키 호칭(b × d₀)을 적절히 선정했는가?
- KS B 1311 계열 1·2·3 중 설계 목적에 맞는 계열로 축 지름 범위를 검증했는가?
- 축 홈 깊이 t₁이 규정 치수에 맞도록 도면에 지정되었는가?
- 보스 홈 깊이 t₂가 규정 치수에 맞도록 도면에 지정되었는가?
- 공차 등급이 보통형(N9/JS9)인지 조립형(P9/P9)인지 용도에 맞게 선택되었는가?
- 전용 Woodruff Key Seat Cutter의 직경이 d₁ 치수와 일치하는 것이 준비되어 있는가?
- 반달키 호칭과 KS 번호가 도면 부품표 또는 지시선에 정확히 기입되었는가?
- 대 토크·충격·고속 회전 조건이라면 평행키나 스플라인으로 변경을 검토했는가?
- 보스 길이가 반달키 키 폭(b)에 비해 과도하게 길지 않은지 확인했는가?
💡 요약
- • 형상: 반원형 키 — 원호형 축 홈 + 직선형 보스 홈의 조합. 규격: KS B 1311
- • 호칭: b × d₀ (폭 × 직경). 예: 반달 키 4×16 KS B 1311
- • 최대 장점: 테이퍼 축에서 키가 자동으로 각도를 맞춤 → 테이퍼 결합의 기본 키
- • 최대 한계: 홈이 깊어 축 단면 약화 + 토크 전달 용량 제한 → 대 토크에는 부적합
- • 공차: 보통형(N9/JS9) — 일반 용도. 조립형(P9/P9) — 억지 압입, 충격 하중
- • 계열 선택: 계열 1(토크 전달) / 계열 2(위치 결정) / 계열 3(전단강도 기준)으로 축 지름 결정
- • 가공: Woodruff Key Seat Cutter로 반경 방향 절입 — 단일 동작으로 정확한 원호 홈 완성
반달키와 평행키의 KS규격 적용 모델링과 도면 작업
반달키는 2022년 KS 기계제도 규격 기준으로 총 2페이지에 걸쳐 규격이 명시되어 있습니다. 이번 시간에는 실기 시험 과제에서 자주 접하는 반달키와 평행키의 KS 규격을 어떻게 모델링에 적용하고 도면 작업으로...
테이퍼 축에 있는 키 홈의 국부 투상도
키 홈의 국부 투상도 테이퍼 축에 평행키나 반달키가 있을 때, 인벤터에서 보조 투상도를 만드는 방법에 대해 알아보도록 하겠습니다. 테이퍼 축에 키 홈 1. 테이퍼 축 모델링 축의 일부만...
 — 종류·규격·도면 표기까지 7")