전산응용기계제도기능사 실기 시험에 자주 등장하는 ‘클램프(사각 와셔 리밍 지그)’ 조립품은 수험생들에게 단순히 도면을 깨끗하게 그리는 것 이상의 기계 가공 지식과 설계 구조에 대한 이해를 요구하는 과제입니다. 겉보기에는 그저 투박한 고정 장치처럼 보이지만, 구석구석 뜯어보면 월간 2,500개에 달하는 대량 생산 환경에서 가공 효율과 정밀도를 모두 잡으려는 설계자의 고민이 고스란히 녹아 있기 때문입니다.
단순히 도면의 선을 따라 그리는 데 그치지 않고, “왜 이 부품은 이런 형태로 만들어졌고 어떻게 움직이는가?”를 고민해 보는 것은 실무 능력을 키우는 데 정말 좋은 공부가 됩니다. 시험장과 실무에서 꼭 알아야 할 설계 의도와 작동 원리를 세 가지 핵심 포인트로 정리해 보았습니다.
본문 바로가기
1. 가공 효율을 극대화하는 핸들 조작과 미끄럼 방지 ‘널링’의 배려
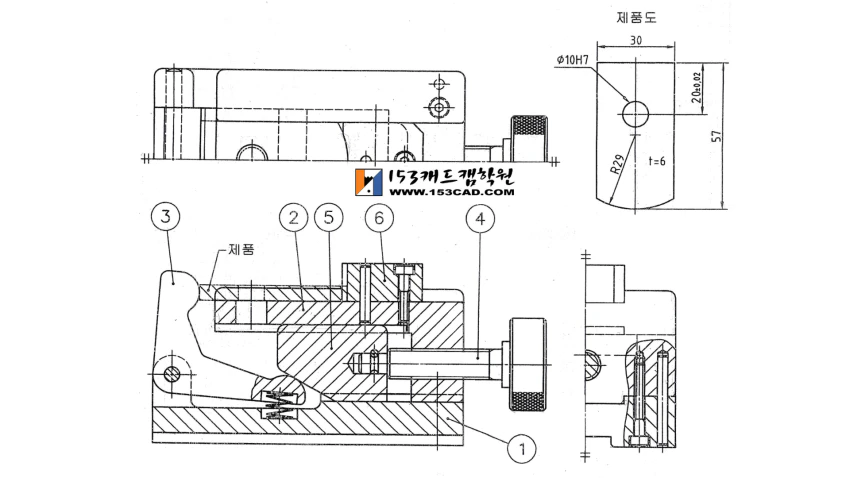
이 지그의 주요 목적은 프레스 금형으로 1차 구멍을 뚫어놓은 ‘압연강판 와셔’를 월간 약 2,500개씩 대량으로 리밍 가공하는 것입니다. 이처럼 높은 생산성이 요구되는 환경에서는 작업자가 부품을 빠르게 고정하고 풀 수 있도록 돕는 4번 리드스크류의 설계가 가공 효율에 직접적인 영향을 미칩니다.
여기서 핸들 손잡이 표면에 적용된 널링(Knurling) 가공은 단순히 보기 좋으라고 넣은 것이 아닙니다. 절삭유나 기름이 묻기 쉬운 리밍 작업 현장에서 작업자의 손이 미끄러지는 것을 막아주기 위한 실무적인 설계입니다. 선반 공구대에 널링 공구를 장착해 우툴두툴하게 격자 모양(빗줄형) 등으로 가공함으로써, 작업자가 손으로 쥐고 돌릴 때 확실한 마찰력을 주어 빠르고 안정적인 조작이 가능하도록 돕습니다.
2. 힘의 방향을 바꾸는 ‘밀 판’과 ‘클램퍼’의 유기적인 연동 구조
클램프 내부 부품들이 서로 어떻게 맞물려 연쇄 반응을 일으키는지 이해하면 도면의 구조와 치수 기입 방식이 한눈에 보입니다. 작업자가 핸들을 돌리면 다음과 같은 순서로 기구가 작동하며 제품을 꽉 물어주게 됩니다.
- 직선 왕복 운동과 미끄럼 접촉: 4번 리드스크류를 시계 방향으로 조이면, 2번 게이지판에 지지된 나사 축이 전진하면서 5번 밀 판(Push Plate)을 앞으로 밀어냅니다. 이때 5번 밀 판은 1번 베이스와 2번 게이지 판 사이에서 안내를 받으며 미끄럼 접촉을 통해 직선으로 왕복 운동을 합니다.
- 경사면을 통한 힘의 변환: 5번 밀 판의 왼쪽 경사면이 3번 클램퍼(Clamper)의 하단 원통 면과 선 접촉을 하며 미끄러지듯 밀어 올립니다. 이때 힌지 핀(Hinge Shaft)이 고정 중심축 역할을 해줍니다. 덕분에 밀 판이 수평으로 전진하는 힘이 힌지 축을 중심으로 회전 운동으로 바뀌면서, 3번 클램퍼의 상단부가 가공 제품을 좌에서 우로 강력하게 압착하여 고정하게 됩니다.
- 스프링을 이용한 자동 해제 메커니즘: 가공이 끝나고 핸들을 반시계 방향으로 돌려 풀면 밀 판이 후진합니다. 이때 클램퍼 하단에 설치된 압축 코일 스프링(Pressure Coil Spring)이 밀어 올리는 탄성 복원력 덕분에, 클램퍼가 즉시 원래 자리로 돌아오며 윗부분이 왼쪽으로 넘어져 클램핑이 풀립니다. 덕분에 작업자는 지체 없이 다음 와셔로 빠르게 교체할 수 있습니다.
3. 편심과 오차를 허용하지 않는 ‘Ø10 H7’ 정밀 가공과 게이지 판의 가이드 역할
프레스 금형으로 1차 타공된 압연강판 와셔(가공 대상 제품)는 미세한 치수 오차나 찌그러짐이 있을 수 있습니다. 이 부품을 드릴링 머신이나 리밍 머신을 사용해 Ø10 H7이라는 매우 정밀한 IT 공차 및 끼워 맞춤 공차 수준으로 구멍 안지름을 다듬어내는 것이 이 공정의 핵심입니다.
지그를 쓰지 않고 그냥 손으로 대충 잡고 리밍을 하면, 구멍이 비뚤어진 각도로 뚫리거나 중심이 어긋나는 편심(중심 틀어짐)이 생겨서 와셔가 전부 불량 처리됩니다. 이 클램프가 설계된 본질적인 이유도 바로 가공할 제품을 흐트러짐 없이 안정된 자세로 꽉 잡아주기 위함입니다.
이를 위해 2번과 6번 게이지 판(Gauge Plate)이 투입됩니다. 2번과 6번 게이지 판은 맞춤 핀(Dowel Pin)과 볼트로 정밀하게 조립되어 가공 부품의 외형 모양에 딱 맞게 안착시키는 가이드 역할을 합니다. 특히 6번 게이지 판의 볼록한 라운드(R29) 부분은 가공 제품의 오목한 라운드 홈과 서로 중심이 정확하게 일치하도록 정밀한 공차가 규제되어 있어, 제품이 좌우로 흔들리지 않고 언제나 완벽한 정위치에 세팅되도록 보장합니다.
4. 결론: 도면 안의 모든 요소는 가공과 조립의 효율을 위한 답안지
클램프 도면을 뜯어보면, 핸들의 널링 한 줄부터 게이지 판의 라운드 형상, 그리고 부품 간의 마찰을 줄이기 위해 열처리 후 연마 가공을 지시하는 부분까지 모든 설계 요소가 하나의 목적을 향해 결합해 있음을 알 수 있습니다. 바로 ‘월 2,500개의 정밀한 제품을 불량 없이 가장 빠르고 안전하게 만든다’는 목적입니다.
시험을 준비하는 수험생이나 설계 입문자라면 도면의 선을 무작정 기계적으로 긋기 전에, 이처럼 부품들이 서로 맺고 있는 ‘기능적 관계’와 ‘조립 분해 순서’를 먼저 머릿속으로 그려보는 연습이 필요합니다. 작동 원리를 이해하고 그리는 도면이야말로 단순한 모사가 아닌, 설계자의 의도가 완벽하게 담긴 진짜 도면이 되기 때문입니다.
만약 여러분이 이 리밍 지그의 생산성을 한 단계 더 업그레이드해야 하는 설계자라면 어떤 메커니즘을 개선하시겠습니까? 손으로 돌리는 널링 핸들 구조를 개선하여 조작 속도를 더 올리는 게 유리할까요, 아니면 2, 6번 게이지 판에 와셔가 미끄러져 들어가는 안착 방식을 자동화하는 게 유리할까요? 현장의 상황에 맞춰 가장 효율적인 답을 찾아내는 것이 바로 설계의 본질입니다.