기계설계 및 국가기술자격 실기 시험 검도 단계에서 축(Shaft)의 내구성을 결정짓는 가장 결정적인 마감 요소를 꼽자면 단연 오일실입니다. 오일실은 장치의 기밀을 지키는 핵심 기계요소이지만, 하우징과 축 접촉부의 정밀 가공 규격을 준수하지 않거나 압입 방향이 틀어지면 즉각적인 누유를 유발합니다. 이번 포스팅에서는 KS B 2804 표준 규격(2023-06-02 개정)에 기반한 형식 분류부터 하우징·축 공차, 그리고 현업 트러블슈팅 기술까지 가이드를 명확하게 정리해 드리겠습니다.
📌 본문 바로가기 목차
오일실(Oil Seal)이란?
오일실(Oil Seal)은 상대 회전 운동을 하는 기계 부품의 경계면에 장착되어, 내부의 오일·그리스 등 윤활 매체의 누설을 방지하고, 외부의 먼지·수분·토사 등 이물질의 유입을 차단하는 정밀 밀봉 기계요소입니다.
립(Lip)의 밀봉 메커니즘
오일실은 단순한 기계적 밀착이 아닌 유체역학적 유막(Hydrodynamic Lubricant Film) 형성 메커니즘에 기반합니다. 축이 회전하면 립의 경사각에 의해 윤활유가 립 하부로 유입되며, 약 1~3 μm 수준의 극히 얇은 윤활막(메니스커스)이 형성됩니다. 이 유막이 마찰을 저감하는 동시에 유체 누출을 방어하는 마이크로 펌핑(Micro-pumping) 작용을 수행합니다.
주요 적용 분야
- 자동차 구동 모듈 — 크랭크샤프트, 캠샤프트, 트랜스미션
- 산업용 전기 모터·감속 기어박스
- 농기계·건설 장비 — 가혹 환경에서는 카세트 씰(Cassette Seal) 또는 메탈 페이스 씰(Metal Face Seal) 적용
오일실의 종류와 구조
형식 분류 (KS B 2804 / ISO 6194-1)
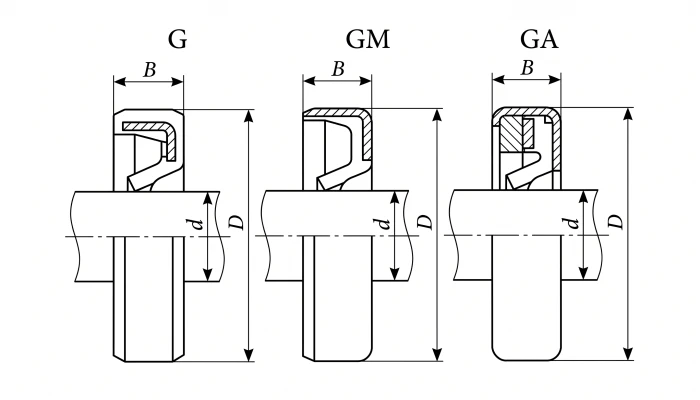
KS·ISO 규격에 따라 9가지 계열로 나뉩니다. 바깥 둘레(외경) 소재와 립 구성에 따른 분류입니다.
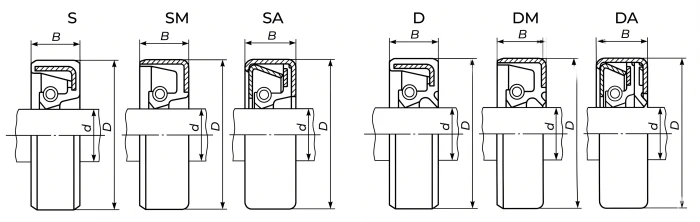
| 계열 | 외경 소재 | 립 구성 | 특징 |
|---|---|---|---|
| S | 고무 피복 | 단립형 (주 립 + 스프링) | 일반 범용 |
| D | 고무 피복 | 복립형 (주 립 + 먼지 방지 보조 립 + 스프링) | 이물질 차단 강화 |
| G | 고무 피복 | 스프링 없음 | 저속·저압 환경 |
| SM / DM / GM | 금속 노출 | S / D / G와 동일 | 압착 고정력이 강함 |
| SA / DA / GA | 조립형 금속 | S / D / G와 동일 | 내부 보강판 추가 → 비틀림에 강함 |
구성 요소
- 메인 씰 립(Main Sealing Lip): 기밀을 직접 유지하는 주 씰링 립
- 보강 금속 케이스(Metal Case): 전체 강성을 확보하는 금속 보강재
- 가터 스프링(Garter Spring): 립에 균일한 밀착 하중을 부여하는 환형 스프링
- 더스트 립(Dust Lip / Auxiliary Lip): D·DA 계열에서 외부 이물질 유입을 차단하는 보조 립
재질별 선택 기준
(최대 120°C)
하우징(Housing) 가공 시 고려사항
하우징 보어(Bore)의 가공 품질이 오일실의 외경 씰링 성능을 좌우합니다.
| 항목 | 기준값 | 비고 |
|---|---|---|
| 구멍의 치수 공차 | H8 | 외경 우회 누설 방지 |
| 표면 거칠기 — 금속 외경 씰 (SM·DM 계열) |
Ra 0.8 ~ 1.6 μm | 밀착 기밀 확보 |
| 표면 거칠기 — 고무 피복 씰 (S·D 계열) |
Ra 1.6 ~ 3.2 μm | Rmax ≤ 25 μm 적용. 열팽창 시 씰 탈락 방지를 위해 미세 요철 유지 |
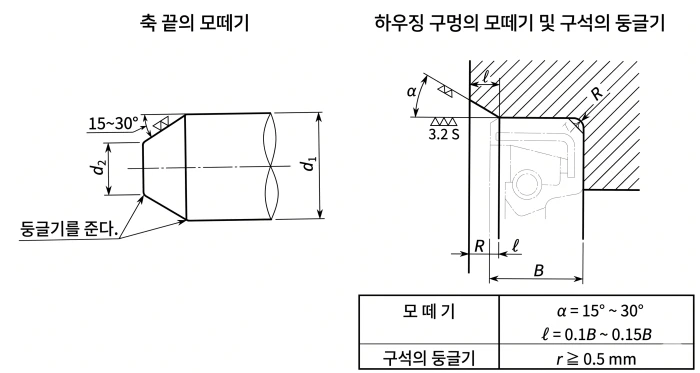
| 진입부 챔퍼(Chamfer) 각도 | 15° ~ 30° | 수직선 기준, 깊이 0.1B~0.15B 형성 (압입 시 케이스 변형 방지) |
| 구멍 바닥 구석의 둥글기 | r ≥ 0.5 mm | 씰 저면 밀착 확보 |
열팽창 계수가 큰 알루미늄 및 연질 주물 하우징에는 고무 피복형 외경 씰(S·D 계열)을 적용해야 합니다. 고온 조건에서도 탄성 회복력으로 구멍 밀착력을 유지합니다.
코킹(Cocked Assembly, 경사 압입) 방지를 위해 압입 시 직각도 편차를 엄격히 관리해야 합니다. 삽입 정지 숄더(Shoulder) 또는 스페이서 링을 설치해 압입 깊이와 직각도를 확보합니다.
축(Shaft) 가공 시 고려사항
축 마찰부의 치수 공차·표면 거칠기·경도가 립 씰링 성능과 수명을 직접 결정합니다.
| 항목 | 기준값 | 비고 |
|---|---|---|
| 축 직경 공차 | h8 | 립 간섭량 확보 |
| 동적 접촉 구간 표면 거칠기 | Ra 0.2 ~ 0.8 μm | Rmax ≤ 6.3 μm 적용. Ra 1.0 μm 초과 시 립 조기 마모 |
| 진입부 챔퍼 각도 | 15° ~ 30° | 수평축 기준, d₁–d₂ 단차 ISO 6194-1 준거 (압입 시 립 전단 방지) |
| 축 표면 경도 | 45 HRC 이상 | 중탄소강 이상 열처리 강종 적용 (샤프트 그루빙 방지) |
| 고속·슬러지 환경 (주속 4 m/s 이상) |
55 ~ 60 HRC | 고주파 경화, 경화 깊이 ≥ 0.3 mm (표면 마모 홈 발생 방지) |
연삭 시 축 방향 나선형 가공 흔적(스크류 패턴)이 잔존하면 립 하부에서 마이크로 펌핑이 역방향으로 작용해 누유가 발생합니다. 플런지 연삭(Plunge Grinding) 방식을 적용해 나선형 머신 레이가 생기지 않도록 가공해야 합니다.
조립 시 고려사항
압입 방법 및 공구
- 해머 직접 타격 절대 금지: 케이스 변형 및 가터 스프링 이탈 원인이 됩니다.
- 전용 수평 유압 프레스와 씰 외경 대비 0.5~1.0 mm 소경의 압입 맨드릴 슬리브(Mandrel Sleeve) 공구를 사용해 360° 균일 가압 압입을 수행합니다.
- 압입 후 씰 단면이 하우징 숄더면에 완전 밀착됐는지 치수 검도합니다.
윤활제 도포 및 패킹
- 조립 전 축 표면과 립 선단에 시스템 오일을 선도포하여 초기 드라이 스타트(Dry Start) 시의 국부 열충격(150°C 이상)을 방지합니다.
- 복립형(D 계열)의 경우 메인 립과 더스트 립 사이 공간에 전용 그리스를 빈 용적의 50~60%로 충전(Packing)해 줍니다.
설치 방향
스프링 홈 개방면이 오일 압력이 작용하는 내부 모따기 방향을 향하도록 압입해야 자가 밀봉 반력 (Self-sealing Reaction)이 형성됩니다. 역장착 시 대량 누유의 직격탄을 맞게 됩니다.
재사용 여부
탈거된 오일실은 컴프레션 셋(Compression Set)에 의한 고온 영구 변형과 금속 케이스 소성 변형이 발생한 상태입니다. 전량 폐기 후 신품으로 교체해야 조립 무결성을 확보할 수 있습니다.
보관 및 취급
- 수평 평면에 눕혀 보관: 수직 걸이 보관 시 자중 인장에 의한 립 왜곡이 발생합니다.
- 조립 직전까지 밀봉 포장을 그대로 유지합니다.
- 자외선(UV) 및 오존(O₃) 노출을 차단하여 고무 분자 구조의 조기 열화를 방지합니다.
누유 불량 원인과 해결책
대책: 축 표면 재연삭(Ra 0.2~0.8 μm) 공정 진행 및 조립 전 시스템 오일 선도포.
대책: 환경 온도 조건에 완벽히 부합하는 고급 재질(FKM·ACM·PTFE)군으로 재선정 교체.
대책: 테이퍼 슬리브 공구 적용 가동 및 축 챔퍼 유효 치수를 ISO 6194-1 기준으로 가속 재가공.
대책: 축 전체 교체 대신, 초박형 보수 슬리브를 마찰면에 압착 피팅하여 축 외경을 정밀 복원한 후 신품 오일실을 장착합니다.
교체 시기 판단
- 하우징 플랜지 단면 하단에 오일 점적(Oil Drip) 누설 흔적 발생 시 즉각 교체 주기를 인가합니다.
- 오일 샘플 내 금속 마모 이물질 및 탄화 슬러지 검출 시 오일실의 열화 상태를 일괄 점검해야 합니다.
💡 요약
- • 하우징 구멍 공차 규격: H8 적용 / 표면 거칠기 사양 Ra 0.8~3.2 μm 준수
- • 축 외경 직경 공차: h8 / Ra 0.2~0.8 μm 표면 조도 준수 및 HRC 45 이상의 표면 경도 확보
- • 나선형 기계(Machine Lay) 가공 자국 절대 금지: 스크류 펌핑 역작용으로 인한 누유 메커니즘 차단 (플런지 연삭 필수)
- • 압입 공정 인프라: 정밀 유압 프레스 및 전용 맨드릴 슬리브(Mandrel Sleeve) 공구 필수 기용 (망치 타격 절대 금지)
- • 설치 방향성: 가터 스프링 홈 개방면이 반드시 오일 압력이 충전되는 내부 모따기(오일 측)를 대면하도록 정렬
- • 재사용 봉쇄: 탈거된 오일실은 영구 변형(컴프레션 셋)이 발생한 상태이므로 전량 폐기 후 신품 교체 원칙