치공구용 와셔 – (1) 구면 와셔
국가 기술 자격 CAD 실기 시험(일반기계기사, 기계설계산업기사, 전산응용기계제도기능사) 치공구 설계 시 경사면의 체결 신뢰성을 높이기 위해 필수적으로 적용되는 치공구용 구면 와셔의 KS 규격 데이터북과 핵심 이론을 정리해 드립니다.
 구면 와셔 1")
| 호칭 | d 1 | d 2 | d 3 | H1 | H2 | H3 | SR | 조임 볼트의 호칭 | 참고 (H4) |
|---|---|---|---|---|---|---|---|---|---|
| 6 | 13 | 6.6 | 7.2 | 2.3 | 1.4 | 2.8 | 15 | M6 | 4.2 |
| 8 | 17 | 9 | 9.6 | 3.1 | 1.9 | 3.7 | 20 | M8 | 5.6 |
| 10 | 23 | 11 | 12 | 4.1 | 2.1 | 4.9 | 25 | M10 | 7 |
| 12 | 25 | 14 | 15 | 4.5 | 2.8 | 5.6 | 30 | M12 | 8.4 |
| 14 | 29 | 16 | 17 | 5.3 | 3.3 | 6.5 | 35 | M14 | 9.8 |
| 16 | 32 | 18 | 20 | 6 | 3.9 | 7.3 | 40 | M16 | 11.2 |
| 18 | 36 | 20 | 22 | 6.8 | 4.4 | 8.0 | 45 | M18 | 12.6 |
| 20 | 40 | 22 | 24 | 7.6 | 4.9 | 9.1 | 50 | M20 | 14 |
| 22 | 43 | 24 | 27 | 8.4 | 5.5 | 9.9 | 55 | M22 | 15.4 |
| 24 | 48 | 26 | 29 | 9.3 | 5.9 | 10.9 | 60 | M24 | 16.8 |
| 27 | 54 | 30 | 33 | 10.4 | 6.7 | 12.2 | 68 | M27 | 18.9 |
💡 규격집 비고 및 설계 유의사항
– 비고 1 : d2, d3의 허용차는 KS ISO 2768-1의 중간급으로 하고, 그 밖의 치수 허용차는 거칢급으로 합니다.
– 비고 2 : 이 와셔를 사용하면 최대 2° 이내의 기울기에 적용할 수 있습니다.
– 비고 3 : 표 중의 호칭에 ( )를 붙인 것은 되도록 사용하지 않습니다.
– 비고 4 : A의 SR치수 쪽은 B의 SR치수 보다 작게 다듬질합니다.
1. 구면 와셔(Spherical Washer)의 핵심 사용 목적
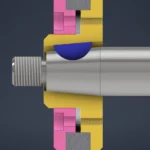
클램프 장치나 지그 하우징에서 조임 볼트가 체결되는 모재의 표면이 완전한 수평이 아니거나, 틸팅(Tilting) 메커니즘에 의해 클램프 바가 상하로 일정 각도 경사지게 움직이는 구조일 때 일반 평와셔를 사용하면 볼트 머리와의 접촉이 한쪽으로 치우치는 편심 하중이 발생합니다. 이는 볼트의 굽힘 응력을 유발하여 나사부를 파손시키거나 체결력을 급격히 저하시킵니다. 볼록한 형태의 와셔(오목형 안착 블록과 한 쌍으로 구성)를 적용하면, 볼트가 경사진 상태에서도 구면 접촉을 통해 최대 2° 이내의 각도 오차를 자동 흡수하여 볼트 축 방향으로 균일한 조임 압력을 전달할 수 있습니다.
2. 치공구 설계 및 2D/3D 제도 적용 팁
국가 기술 자격 검정 실기 시험의 치공구 과제(대표적으로 밀링 클램프, 스트랩 클램프 유형)에서 클램프 바 상단의 조임용 너트 하부에 구면 형상이 조립되어 있는 경우가 자주 출제됩니다. 구면 와셔는 규격집을 보고 호칭(볼트 외경 규격 매칭)에 맞춰 정확한 외경(d1), 안지름(d2, d3), 조합 두께를 적용해야 합니다. 3D 모델링 시 구면 반지름(SR) 값이 서로 간섭이 생기지 않도록 오목면과 볼록면의 래디우스 중심점을 일치시켜 주어야 조립 구동 및 단면 투상도 투영 시 간섭 선이 발생하지 않아 감점을 원천 차단할 수 있습니다.
아래 도면과 같이 밀링 클램프 장치에서 클램프 바가 공작물의 높낮이에 따라 기울어질 때, 볼트의 수직도를 유지하고 고른 조임력을 전달하기 위해 구면 와셔가 한 쌍으로 조립됩니다.
 구면 와셔 2")
 구면 와셔 3")
 4")
 부품 조립 구조 및 작동 5")
 — KS B 1311 규격, 치수표, 키홈 공차 6")